Каталитические нейтрализаторы Являются важнейшими компонентами современных автомобилей, предназначенными для снижения вредных выбросов путём преобразования токсичных газов в менее вредные вещества. Но как на самом деле производятся эти важнейшие устройства? Процесс включает несколько точных этапов — от подготовки основания до нанесения грунтовочного покрытия, пропитки катализаторами и, наконец, заключения узла в стальной корпус. Каждый этап имеет решающее значение для обеспечения производительности, долговечности и соответствия международным стандартам выбросов.
В этой статье мы шаг за шагом разберем процесс производства.
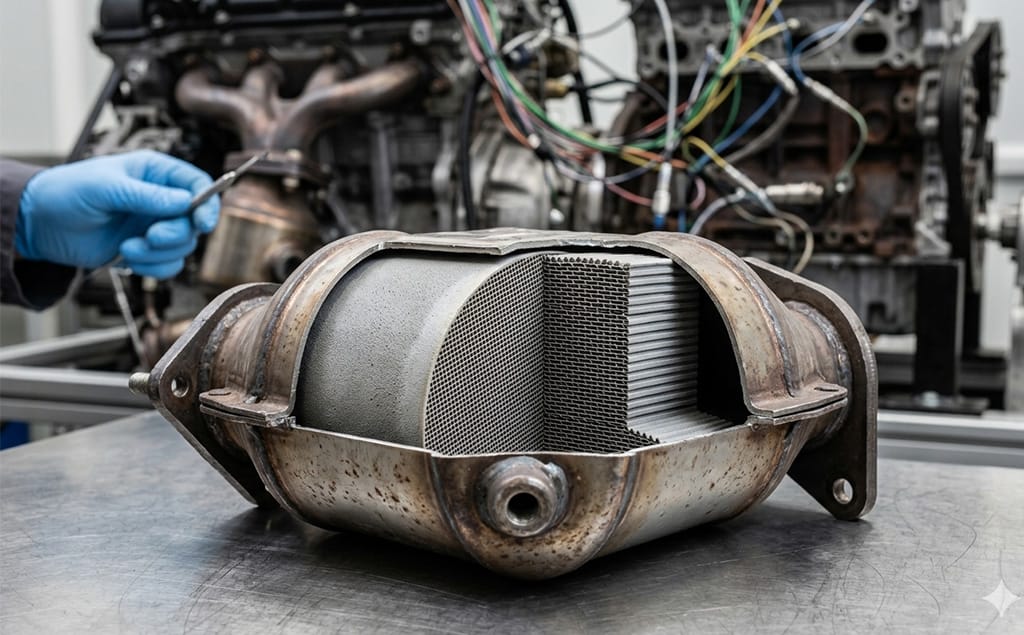
Шаг 1: Подготовка субстрата
В основе каждого каталитический нейтрализатор Подложка, обычно изготовленная из керамического (кордиерита) или металлического (фольга из нержавеющей стали) материала. Подложка имеет форму сот с сотами крошечных каналов, которые увеличивают площадь поверхности, одновременно обеспечивая отвод отработавших газов с минимальными ограничениями.
Ключевые моменты:
- Керамические подложки легкие, термостойкие и экономичные.
- Металлические подложки обладают более высокой прочностью, более быстрым зажиганием и лучше выдерживают термические удары.
- Сотовая структура тщательно спроектирована для достижения баланса прочности, потока и каталитической эффективности.
| Аспект | Подробности |
| Материал | Кордиерит (керамика), фекраллой (металл) |
| Форма | Соты цилиндрические |
| Функция | Обеспечивает большую площадь поверхности для каталитического покрытия и потока газа |
| Характеристики | Высокая термостойкость, низкий перепад давления, малый вес |
Шаг 2: Нанесение покрытия Washcoat
Сам по себе необработанный субстрат не может эффективно катализировать реакции. Именно здесь вступает в дело тонкослойная краска.
- Покрытие обычно изготавливается из оксида алюминия (Al₂O₃) смешанный с другими оксидами, такими как церий (CeO₂) и циркония (ZrO₂).
- Его функция — значительно увеличить площадь поверхности, предоставляя больше места для каталитических реакций.
- Покрытие наносится в виде суспензии, затем высушивается и прокаливается (нагревается при высоких температурах) для формирования пористой, шероховатой поверхности внутри сотовых каналов.
Этот этап имеет решающее значение: правильно нанесенное покрытие обеспечивает лучшую адгезию и большую загрузку катализатора.
| Шаг | Описание |
| Материал | Оксид алюминия (Al₂O₃), диоксид титана (TiO₂), диоксид кремния (SiO₂) |
| Приложение | Покрывающая суспензия наносится методом погружения или распыления. |
| Цель | Увеличить площадь поверхности и обеспечить адгезию катализаторов |
| Сушка | Нагревается в печи для удаления влаги и затвердевания покрытия. |
Шаг 3: Пропитка драгоценными металлами
После нанесения слоя грунтовки подложка пропитывается активными каталитическими материалами — обычно платиной (Pt), палладием (Pd) и родием (Rh).
- Платина (Pt): эффективна в окислении оксида углерода (CO) и углеводородов (HC).
- Палладий (Pd): в основном используется для окисления углеводородов и CO.
- Родий (Rh): лучше всего подходит для снижения выбросов оксидов азота (NOx).
Драгоценные металлы диспергируются в жидком растворе и наносятся на основу с грунтовкой. После пропитки основа подвергается повторному высокотемпературному прокаливанию, что способствует надежной фиксации металлов.
Этот этап наиболее затратен, поскольку металлы редки и дороги. Точный контроль обеспечивает равномерное распределение и максимальную каталитическую активность при минимальных отходах.
| Аспект | Подробности |
| Используемые металлы | Платина (Pt), палладий (Pd), родий (Rh) |
| Метод | Замачивание в металлическом растворе, затем сушка |
| Цель | Катализаторы преобразуют CO, HC, NOx в менее вредные газы |
| Контроль качества | Измерение равномерности загрузки металла |
Шаг 4: Консервирование (сборка преобразователя)
После того как субстрат полностью подготовлен с нанесением грунтовки и катализатора, его необходимо поместить в защитный корпус — этот процесс называется консервированием.
Консервирование подразумевает помещение субстрата в оболочку из нержавеющей стали. Вокруг субстрата оборачивают мат или изоляционный слой (изготовленный из вспучивающихся материалов), который амортизирует его, поглощает вибрации и обеспечивает теплоизоляцию. Затем оболочка приваривается или механически закрепляется, образуя герметичный узел. Добавляются впускной и выпускной конусы, позволяющие подключить нейтрализатор к выхлопной системе транспортного средства.
Герметизация обеспечивает долговечность в условиях экстремальных температур, вибрации и давления выхлопных газов.
| Шаг | Описание |
| Материал корпуса | Нержавеющая сталь |
| Компоненты | Внешняя оболочка, внутренний мат (для термо- и виброзащиты) |
| Процесс | Вставьте подложку в оболочку, загерметизируйте края, прикрепите фланцы. |
| Цель | Защитите подложку и обеспечьте возможность монтажа в выхлопной системе |
Контроль качества и тестирование
Перед тем, как покинуть завод, каталитические нейтрализаторы проходят строгий контроль качества:
- Испытания потока для обеспечения бесперебойного прохождения выхлопных газов.
- Испытания на термический удар для проверки устойчивости к резким перепадам температур.
- Испытания на выбросы для проверки каталитической эффективности.
Только преобразователи, соответствующие строгим стандартам, одобрены для использования в транспортных средствах.
Заключение
Изготовление каталитические нейтрализаторы Это высокоточный процесс, сочетающий передовые технологии материаловедения и тщательное проектирование. Производители берут керамическую или металлическую подложку, наносят на неё слой грунтовки для увеличения площади поверхности, пропитывают платиной, палладием и родием для повышения каталитической активности и, наконец, заключают в прочную оболочку из нержавеющей стали методом консервирования.
Каждый этап — нанесение основы, грунтовки, пропитка и консервирование — важен для обеспечения каталитический нейтрализатор надежно работает, эффективно снижает выбросы и выдерживает жесткие условия внутри выхлопной системы автомобиля.